Additive manufacturing is a revolutionary technology that offers a promising approach to near-net forming and flexible design of components. Titanium alloy is one of the most mature alloys used in AM process, and AM titanium alloy parts have the same static loading properties as forgings. AM, however, the inherent high cooling rate and temperature gradient are usually along the direction of sedimentary epitaxial growth in titanium alloy is formed in the bulky columnar alpha beta grain and a few centimeters long continuous grain boundary phase, on the mechanical properties of the resulting in obvious anisotropy and the poor performance of low cycle fatigue, this greatly limits the AM the wide application of titanium alloy parts. Therefore, it is very desirable to obtain fine equiaxed β grains in AM titanium alloys.
Figure 1 shows the β grain and its formation mechanism at the top of Ti6Al4VxNiyB titanium alloy. The last layer of Ti6Al4V is composed of columnar and equiaxed crystals, while the microstructure of Ti6Al4V3Ni and Ti6Al4V3Ni0.05B are equiaxed β grains. Compared with Ti6Al4V, the average equiaxed crystal size of the last layer of Ti6Al4V3Ni and Ti6Al4V3Ni0.05B is reduced by 48% and 69%, respectively, to 111μm and 65μm. Compared with Ti6Al4V3Ni, the Ti6Al4V3Ni0.05B deposition obtains a larger region containing finer equiaxed crystals.
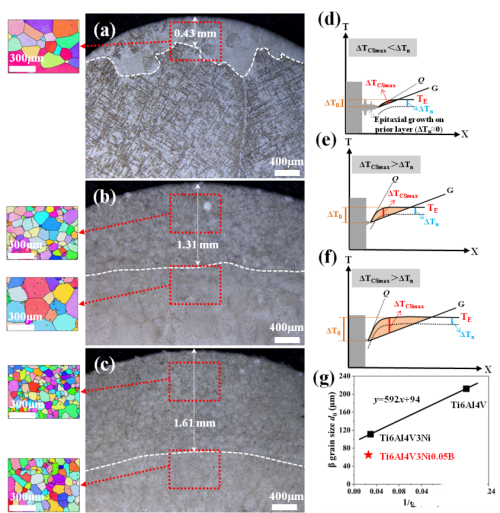
Figure 1. Initial solidification mechanism of β grains at the top of Ti6Al4VxNiyB and the last layer. (a,d) Ti6Al4V; (b,e) Ti6Al4V3Ni; (c, f) Ti6Al4V3Ni0.05 b; (g) Relationship between grain size d and 1/Q. TE is the equilibrium liquid phase temperature, ∆Tn is the critical degree of undercooling for nucleation)
FIG. 2 shows the microstructure of the middle part of Ti6Al4V3Ni and Ti6Al4V3Ni0.05B deposition. Correspondingly, the average size d of β-grain is 624μm and 207μm, respectively. β-grain coarsening degree m (m=d/d0) are 5.6 and 3.2, respectively. It is worth noting that only 0.05wt% B does reduce Ti6Al4V3Ni0.05B's m to nearly half that of Ti6Al4V3Ni0.05B, significantly reducing Ti6Al4v3Ni0.05b's d by about 67%. When the subsequent sediments near the NTH layer are deposited, there are only several adjacent reheated high temperature thermal cycles.
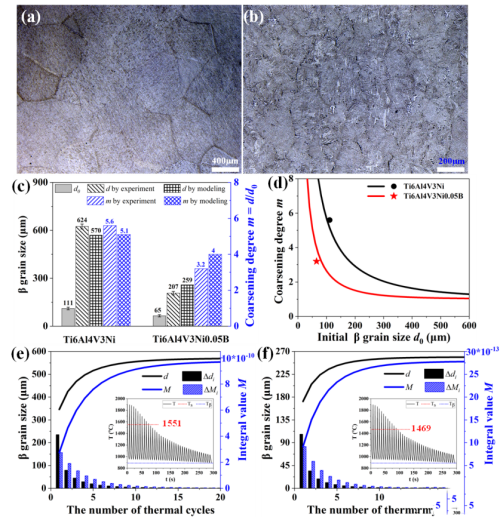
Figure 2. β grains in the middle of the laser stereoforming Ti6Al4V3NiyB deposition and their simulated grain size and coarsening degree: (a) Ti6Al4V3Ni and (b) Ti6Al4V3Ni0.05B; (c) β- grain size and coarsening degree m; (d) Predicted △di, d=d0+Σ△di, △Mi and M=Σ△Mi and the number of thermal cycles in d0VS m (e) Ti6Al4V3Ni and (f) Ti6Al4V3Ni0.05B simulation.
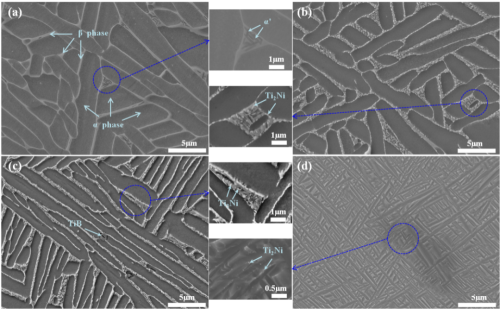
FIG. 3. Microstructures in the middle of Ti6Al4VxNiyB deposition. Deposition: (a) Ti6Al4V, (b) Ti6Al4V3Ni, and (c) Ti6Al4V3Ni0.05B, (d) heat treated Ti6Al4V3Ni0.05B
As shown in Figure 3, the addition of Ni produces Ti2Ni (139nm) compared to Ti6Al4V and reduces the aspect ratio of the α slats in Ti6Al4V3Ni. For Ti6Al4V3Ni0.05B, in addition to having a large amount of Ti2Ni between the alpha slats, some TiB phases are formed and the alpha slats are refined. For Ti6Al4V3Ni0.05B after heat treatment, Ni is almost completely dissolved in β matrix, forming the microstructure of (α-Ti+β-Ti), and there is a small amount of residual Ti2Ni.
As shown in FIG. 4a, compared with Ti6Al4V3Ni and Ti6Al4V3Ni0.05B, the yield strength (YS) and ultimate tensile strength (UTS) of Ti6Al4v3Ni and Ti6Al4v3Ni0.05b in the sedimentary state are improved, while the elongation at break (EL) is decreased. This is attributed to the strengthening and embrittlement of Ti2Ni. Compared with Ti6Al4V3Ni0.05B, all YS, UTS and EL of sedimentary Ti6Al4v3Ni0.05B were improved, especially the longitudinal EL increased by about 3.4 times (2.1%). This may be due to the finer equiaxed grains and α slats causing the adverse effects of relatively dispersed Ti2Ni to be weakened. After heat treatment of Ti6Al4V3Ni0.05B, in the absence of mechanical anisotropy, EL increases significantly and UTS also increases slightly (transverse: 6.87%, 1231Mpa; Longitudinal: 6.97%, 1230Mpa) (Figures 4 (a) and (c)). The apparent enhancement of EL is attributed to the almost complete disappearance of Ti2Ni, which facilitates dislocation movement and coordinated deformation of different phases. The improvement of UTS is due to the strengthening of finer alpha-slats and the solid solution strengthening of Ni.
As shown in Figure 4b, compared with Ti-Cu alloy made by DED, the mechanical properties of Ti6Al4V3Ni0.05B after heat treatment show higher strength and similar plasticity. Compared with DED Ti6Al4V3Ni0.05B, the YS of TI6Al4v3Ni0.05b after heat treatment is significantly higher, and EL is between the horizontal and vertical EL of Ti6Al4V. At the same time, the comprehensive tensile property of Ti6Al4V3Ni0.05B after heat treatment is comparable to that of casting and forging Ti6Al4V in ASTM standards.
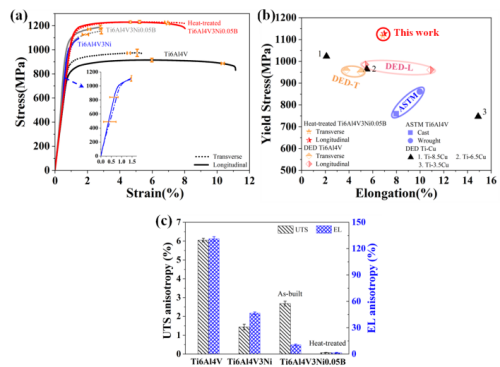
FIG. 4. Mechanical properties of Ti6Al4VxNiyB alloy: (a) representative engineering stress-strain curves, (b) the tensile properties of heat-treated Ti6Al4V3Ni0.05B are comparable to those of DED Ti-Cu and Ti6Al4V and ASTM standard Ti6Al4V, and (c) anisotropy.
In summary, a design method for AM titanium alloy with complete equiaaxial fine β grains and good comprehensive tensile properties has been obtained by synergistic control of β grains during solidification and subsequent thermal cycle, as well as solution + quenching treatment. Since Ni significantly increases the subcooling, equiaxed β grains are obtained in both Ti6Al4V3Ni and Ti6Al4V3Ni0.05B. Compared with Ti6Al4V3Ni, the synergistic effect of Ni and B reduces the grain size obtained by solidification of Ti6Al4V3Ni0.05B by ~50%. Due to the increase of grain coarsening index and activation energy, the grain coarsening degree during the thermal cycle is further reduced by ~50%. It is the first time that the grain refinement effect of 1+1>2 can be achieved in the solidified equiaxed crystals by the compound addition of Ni and B, and the trace B plays an equally important role in the refinement of β grains during the reheat cycle and solidification. The strength and plasticity of Ti6Al4V3Ni0.05B after heat treatment are improved by the fine equiaxed β grains and the (α-Ti+β-Ti) microstructure, which is equivalent to that of DED Ti6Al4V. These findings provide important guidance for grain structure control and composition design of AM titanium alloys.